Real-Time Laser Power Measurement
The distribution of the power and energy density in the beam is considered a key parameter in most laser applications; it determines the effectiveness of laser processing in the material. This parameter is calculated by dividing the emitted power or energy by the cross-sectional area of the focused beam (details regarding such laser parameters are given in Radiometric Measurement). The higher the power or energy density in the focus, the more efficiently the laser processing operation performs. An unexpected increase in focal spot size can severely impact the beam's power density leading to deleterious effects such as:
- The travel speed of the part must be reduced to compensate for reduced power density
- The quality of the machined part in the cutting or welding process suffers
- Production times and power consumption increase, as does the need for expensive gases used in processing
- The HAZ is larger, requiring more post-process finishing treatments like straightening, deburring, or polishing
- Under certain circumstances, an undetected loss in product quality can lead to diminished strength - a defect that, once recognized, can lead to costly recalls
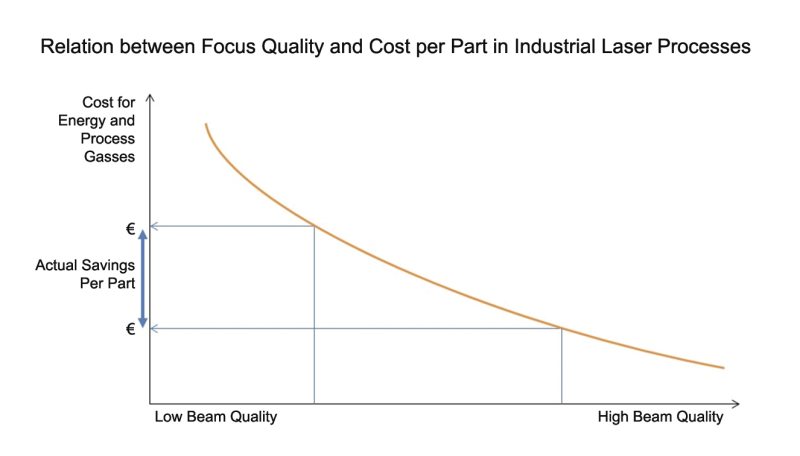
Furthermore, one should not underrate the economic environmental impacts of consuming more processing gases. Significant energy is expended in the production of gases such as argon, which negatively affects the overall sustainability and end price of the manufactured product. At the same time, as more processing gases are consumed, more processing by-products - both gaseous and particulate - are emitted. Such emissions can reduce the quality of the optics, resulting in further reduction in beam quality. Figure 1 depicts the impact of low beam quality on costs per part.
For additional insights into photonics topics like this, download our free MKS Instruments Handbook: Principles & Applications in Photonics Technologies
Request a Handbook