Laser Macroprocessing
Laser Cutting
In the metal cutting arena, lasers compete with plasma- and water jet cutting. However, the edge quality and ability to control power in lasers is superior to that of plasma cutters. Water jet has the best edge quality on very thick metal sheets and takes the lead when material thicknesses exceed 20 mm. With thinner materials, the greater flexibility of the laser is exploited. In the past, the CO2 laser was the workhorse for metal cutting. This was primarily due to its price advantage compared to solid-state lasers, e.g., the Nd:YAG laser, despite the fact that the latter delivers a better material absorbance. However, this has changed with the introduction of cost-effective disc and fiber lasers, causing CO2 lasers to be supplanted in many applications. Nonetheless, for organic materials like plastics or wood, there is no alternative to the CO2 laser because of the strong absorption at the FIR operational wavelength of 10.6 µm.
Laser Welding
In laser metal welding, three major processes are currently in use. One involves conventional welding optics which have a rather short focal length, e.g., 100 to 200 mm. With the introduction of a filling wire, the joined parts are melted at a joint to allow both metals to mingle before cooling and becoming one solid part. It is important that there are no gaps in the joint between the parts to ensure the weld is effective. When using a filling wire, there are three components interacting. The two loose parts and the filling wire are melted in the focal spot and joined. The wire interacts with each of the materials and helps facilitate the connection between them. Another welding process, known as remote welding, uses a three-axis galvanometric scanning system with a long focal length, e.g., 0.8 to 1.5 m, that can be located far away from any obstructing parts. This is important for welding large parts like door panels where clamping fixtures are needed to ensure proper alignment but tend to interfere with the motion system used to position the laser. Such scanning systems allow for fast beam steering and generate many welding dots over a long distance in short time. Remote welding allows manufacturers to save valuable production time and achieve a higher throughput. Fiber lasers and disc lasers are typically used for laser welding and remote welding applications, while CO2 laser welding is preferred for certain applications because of the special weld seam characteristics provided by these lasers.
The third welding process, the welding of plastics, has different laser requirements. Diode lasers and CO2 lasers dominate this application process. CO2 laser wavelengths are absorbed by any plastic material regardless of whether the plastic is transparent or not. Diode laser wavelengths are only absorbed by colored plastics. This difference in absorbance leads to a welding strategy where one transparent part and one colored part can be joined by steering the laser beam through the transparent material onto the colored plastic to melt the colored plastic and join them together. One major use of laser welding in the automotive industry is for welding headlight and taillight assemblies. Laser welded housings for electronic components are also found in many applications.
Laser Additive Manufacturing
Today, large additive metal manufacturing machines can use up to four lasers at a time to produce either one large part or to produce multiple parts in parallel. While initially used to produce prototypes, additive manufacturing is increasingly being used by companies to efficiently produce complicated 3D structures. The benefit of this approach over traditional metal manufacturing techniques that selectively remove metal to produce a structure is the significant reduction in waste material.
Laser and Photonics Requirements for Laser Macroprocessing
Optics for CO2 Laser Systems
In most CO2 laser machines, several mirrors are used to deliver the laser beam from the cavity to the cutting head. Reflectance of these mirrors should be as high as possible, i.e., minimum absorption and scattering, to minimize laser power losses. In addition to laser power and beam mode, beam polarization also affects cutting quality. For the best cutting quality, circular polarization is required. This is achieved by converting the linear polarization emitted from the cavity to circular polarization using a series of phase-shift mirrors. Zero-phase-shift mirrors guide the beam to the cutting head while maintaining its linear polarization. The addition of one 90¡ phase-shift mirror at a specific orientation converts the linear polarization to circular.
Optics for Fiber Laser Systems
Laser Power Measurement
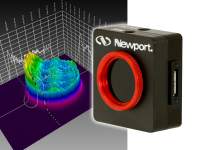
Laser Beam Profile Measurement
Laser Macroprocessing Future Directions
Laser Macroprocessing Products






For additional insights into photonics topics like this, download our free MKS Instruments Handbook: Principles & Applications in Photonics Technologies
Request a Handbook