Laser Micromachining
Drilling, sawing, milling, welding, and other mechanical techniques have been fundamental processes for manufacturing in a wide range of industries. These mechanical approaches, although effective in delivering high throughput at low cost, have certain limitations. As processes that require contact between the tool and the workpiece, they are dependent on the quality of the tool, which degrades with wear, resulting in inconsistent machining results and a need for frequent tool replacement. With these conventional techniques, fine features and complex geometries can be difficult or impossible to realize, depending on the required dimensions and shapes. When high machining quality is required, a secondary polishing process is commonly required to achieve the final desired quality. Additionally, certain materials, such as low melting point plastics and brittle or hard materials including glass, ceramics, and silicon carbide, can also be challenging to machine. Mechanical techniques also tend to generate significant acoustic noise and produce undesirable waste byproducts. For example, some techniques generate contaminated cooling waste water, which requires remediation and disposal.
Laser Micromachining Processes
Several types of micromachining processes are used in the industrial manufacturing of many types of products.



Ultrashort Pulse Laser Micromachining
An increasingly popular solution to overcome these limitations is to use laser machining. Light-Matter Interactions in Lasers provides a detailed description of the operation of a laser and its unique characteristics as a light source. Table 1 shows a high-level comparison of laser and mechanical processes. Laser machining is a non-contact process that can achieve higher precision and quality, smaller features, improved consistency with no tool wear, and possesses the flexibility to machine different materials. Simultaneously achieving the necessary combination of machining quality, throughput, and cost with laser machining has been the key challenge in supplanting traditional mechanical processing techniques. Continuous improvements in laser technology, including semiconductor laser diode power and cost, have enabled dramatic advances in laser power, performance, and costs. As a result, laser machining is rapidly displacing conventional mechanical processes and enabling new processes not previously possible.
| Mechanical | Laser | |
|---|---|---|
| Fast Throughput | ✓✓ | ✓ |
| High Machining Quality | ✓ | ✓ |
| Machining Fine Features | X | ✓✓ |
| Machining Challenging Materials | X | ✓✓ |
| No Post Processing Required | X | ✓ |
| Consistency and High Yield | X | ✓✓ |
| Low Noise | X | ✓ |
| Environmentally Friendly | X | ✓ |
| Upfront Cost | ✓✓ | ✓ |
| Low Cost of Ownership | ✓ | ✓ |
Table 1. High-level comparison of mechanical machining processes (e.g., drilling, sawing, milling, sandblasting) to laser-machining processes.
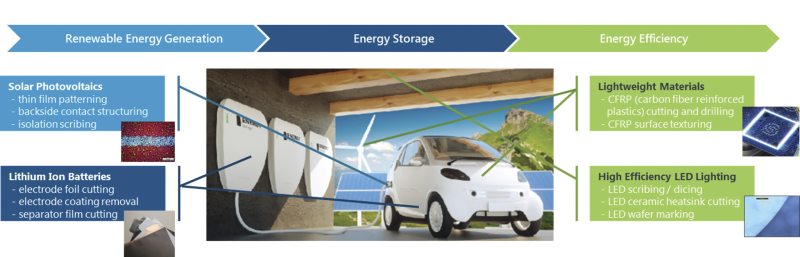
The benefits of laser machining enable a wide range of end user applications. In Figure 1, some of these key applications are listed based on their typical operational laser power and pulse width. Laser machining applications are typically grouped into two primary categories, microprocessing and macroprocessing. Microprocessing applications generally require lower output power levels (< few hundred W) and typically involve machining fine features (< tens of µm) on thinner parts (thicknesses < few mm). Macroprocessing applications require higher output power levels (> few hundred W) and typically machine larger features (> one mm) on thicker parts (> one mm). Macroprocessing relies on thermal mechanisms (heating, melting) to perform the machining while microprocessing utilizes a combination of thermal and non-thermal, e.g., instantaneous vaporization, mechanisms to machine finer features.
Laser Microprocessing
Micromachining of fine features has become an integral part of high-volume manufacturing in markets as diverse as consumer electronics, medical devices, and automotive. Tiny holes, fine cuts, and narrow scribes are created with precision drills, saws, routers and, with increasing frequency, lasers. The smartphone, for instance, contains thousands of components, incorporates millions of drilled holes and precisely cut parts, and is manufactured in quantities of billions of units per year. Adding more functionality to smartphones has forced manufacturers to fabricate printed circuit boards (PCBs) with smaller, more densely-packed holes to accommodate the higher density wiring associated with an increasing number of smaller electronic components. New design features and slim profiles have also created a need for precisely rounded edges and closed features on the display. Similarly, medical devices such as stents, catheters, and other implantable devices are becoming smaller and more complex as functionality is added to these devices. Micromachining of intricate geometries, including small holes and accurate cuts in different materials, is required to manufacture these devices. For the automotive industry, the evolution of self-driven, smart electric vehicles has required microelectronics devices, precise sensors, and electric batteries to become integral components of vehicle performance and safety. Again, micromachining of precise, accurate and small features in different materials is required for this new generation of automotive components.
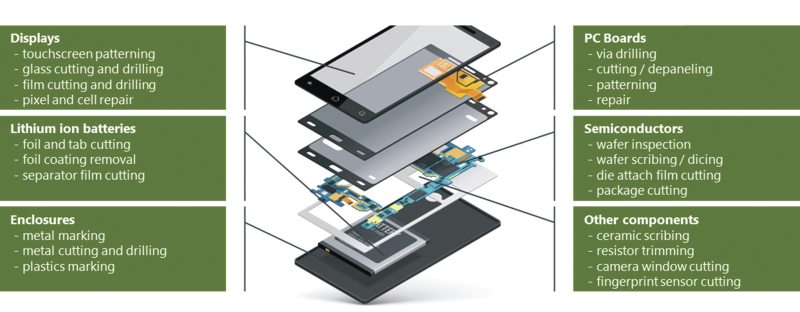
For consumer electronics, laser micromachining is widely used for high volume manufacturing to achieve the desired precision, quality, throughput, and cost per machined part. For example, in devices such as smartphones, tablets or wearables, laser micromachining is used in the fabrication of the semiconductor chips and their packaging, electronic components, and the circuitry connecting these components in the form of PCBs. The manufacture of high-resolution touchscreen displays also relies on many laser micromachining processes. The camera windows, sensors, and even the external enclosure utilize laser micromachining to achieve the required machining results. Figure 2 depicts the range of laser micromachining processes used in the manufacturing of these devices.
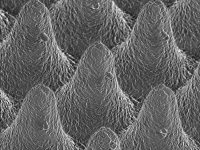
Implantable medical devices such as stents, intraocular lenses, prosthetics and catheters are becoming increasingly complex. The feature sizes of these devices are shrinking to both address new usages and improve patient outcomes. In the case of metal stents, including drug-eluting metal stents, shrinking their dimensions allows for deployment in smaller coronary, peripheral and neurovascular blood vessels . important areas being targeted for treatment. Some studies have suggested a correlation between clinical outcomes and the amount of metal deployed within the vessel. Stent makers have thus been motivated to work with thinner-walled and smaller-diameter tubes with more complex stent features. A recent report forecasted that the next generation of coronary stents will have features - including struts and links . that are nearly half the size of current stent features. Another trend is to add a controlled surface texture or geometry to stents and prosthetics to improve bio-compatibility, for example, to reduce the risk of restenosis (the recurrence of arterial narrowing after treatment). Feature size reduction and the incorporation of new materials are proving challenging for the fabrication process. Not only does the quality of the cut edge become more critical as stent strut dimensions shrink, it becomes more difficult to achieve. For smaller stents it is difficult to remove damaged material by post processing since damage from heating, or the heat-affected zone (HAZ), starts to become a limiting factor. Fortunately, advances in laser micromachining are making strides towards addressing these issues.
Laser and Photonics Requirements for Micromachining
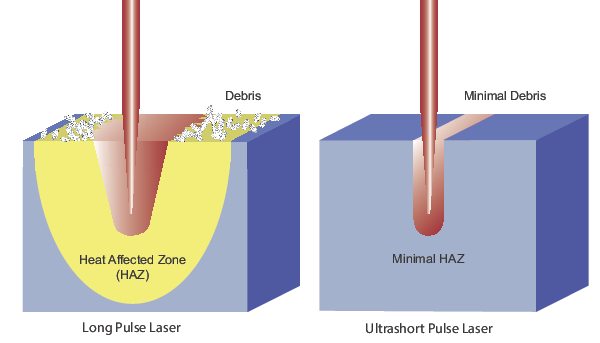
A second challenge for laser micromachining is achieving high machining throughput. Increased average output power can translate into higher ablation rates but with certain limitations. Laser fluences (or energy densities, typically given in J/cm2) outside an optimal range result in decreased material removal efficiency. Excess fluence is partly deposited as heat into the material, causing a reduction in throughput and quality, while insufficient fluence results in reduced ablation rates. This is particularly true for ultrashort pulses where delivery of the optimal fluence is required to stay within the desired operating regime for cold ablation. Thus, to achieve high average output powers required for increased throughput while maintaining optimal fluences for machining quality, high repetition rates with sufficiently high pulse energies are necessary. The relationships between average power, fluence, repetition rate, pulse energy, and other radiometric quantities are described in Radiometric Measurement. Higher repetition rates also tend to improve the quality and efficiency of machining. However, other components in the machine tool can place limits on usable laser repetition rates. Faster scanners and improved motion control techniques are necessary to take advantage of the higher repetition rate. Examples of MKS Newport's advanced motion control solutions are discussed below. In some cases, spatial beam splitting and shaping techniques can be utilized to maintain optimal fluence without scaling up repetition rate. However, these techniques require additional system complexity.
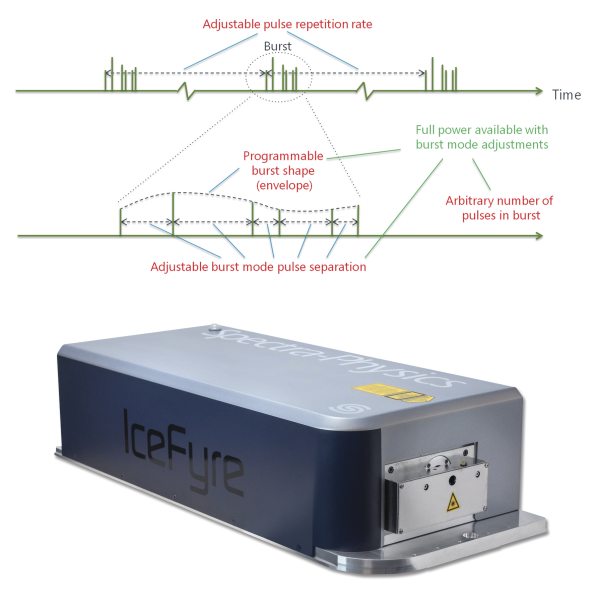
One useful approach to improving both throughput and quality is tailoring of the pulse sequence with pulse bursts and pulse shapes. With this approach, the temporal profile of the laser energy deposition can be tailored and optimized for a particular material. In this manner, the incident energy can be applied almost entirely to material removal rather than excess heating. As such, pulse tailoring is an additional "knob" for process optimization and can result in large gains in process throughput and quality. The Spectra-Physics IceFyre industrial ps laser uses a hybrid fiber laser architecture that combines a flexible fiber laser front-end with a DPSS power amplifier to deliver high power, ultrashort pulses with programmable pulse capability as shown in Figure 5.
The spatial shape of the laser beam delivered to the workpiece directly affects the spatial profile of the material removed by each individual pulse. Both the laser beam profile and the performance of the beam delivery optics are of critical importance for laser micromachining applications. It is necessary for the laser output beam profile to be a single spatial mode, i.e., TEM00, with a near-Gaussian profile in both axes, a circular shape, and a low astigmatism to realize a tight, round focal spot at the sample. Details regarding the parameters used to quantify the shape and quality of a laser's spatial beam profile are given in Laser Beam Spatial Profiles. For the beam delivery, optics are used to transport the beam to the target position at the sample with the desired beam shape and focus. However, each optical element between the laser and the target workpiece will incrementally distort the beam quality. Therefore, both the number and quality of each optical element should be optimized. For example, optics with poor surface quality would distort the beam shape, and optical elements with an insufficient clear aperture would crop the beam and introduce undesirable diffractive effects. Distortions of the beam shape can result in undesirable machining quality and unintended feature geometries.
Process Control
As industry demands continue to grow, companies are exploring various strategies to enhance performance by adjusting laser parameters. Accurate measurement of laser power plays a crucial role in the development of novel processes and later during production to assure highest quality and minimize waste. When working with lasers capable of penetrating hard materials like glass and ceramics, this task becomes particularly challenging. Newport addresses this challenge by designing specialized sensors optimized for different laser conditions, including low repetition rates, high pulse energy, high repetition rates, ultra-short pulses, and high-power density. These sensors enable precise monitoring and control, ensuring efficient and reliable laser performance.
Recommended Process Control Sensors:
Beam Delivery Optics
Beam delivery optics can significantly affect other characteristics of the delivered laser beam as well. In particular, each optical element will incrementally introduce optical loss (reducing power at the sample) and dispersion (modifying the delivered pulse width). For ultrafast fs pulses, minimizing undesired dispersion is critical to prevent pulse broadening.
Optics specifically designed for handling ultrafast pulses by introducing minimal dispersion, such as Newport ultrafast mirrors and optics, should be used to ensure proper beam delivery of fs pulses. A key consideration is how to maintain stability of the laser beam at the sample over a range of timescales and environmental conditions since instability can introduce errors and yield loss in the laser micromachining process. Vibration control systems including passive isolation optical tables are necessary to minimize instability of the beam delivery optical system over short timescales (see Optical Table System Design for details). For longer timescales up to many hours, thermal changes due to fluctuations in the environment or changes in the process can cause drift in the laser beam delivery to the workpiece. Due to the number of optical elements in a typical beam delivery system, optical mounts can particularly impact the thermal stability. MKS has developed opto-mechanical components such as the Newport Suprema ZeroDrift thermally compensated mirror mounts, to minimize temperature-induced alignment drift. For long-term stability of the system, reliability of the beam delivery system is required. Minimizing residual stress in the optics and optical mounts as well as minimizing potential sources of contamination that degrade optical performance (photo-contamination) are key factors in maintaining long-term stability. Photo-contamination can limit long-term reliability in the UV, and utilizing optics optimized for handling UV wavelengths, along with clean components such as MKS Newport's vacuum-compatible optomechanics, can deliver favorable results. Active beam pointing and position control, as provided by Newport Picomotor piezo mirror mounts, can also be used to compensate for thermal and long-term drift. As for the stability of the laser source itself, MKS Spectra-Physics lasers are developed and manufactured to address all the above considerations by providing exceptional stability and reliability, including small pulse-to-pulse fluctuations, low thermal dependence, environmental robustness, and long-term reliability.
To monitor the laser power and beam quality delivered to the sample and ultimately to the location of the laser micromachining process, laser power meters and beam profilers are often used as diagnostic tools either off-line or in-line. MKS Ophir beam measurement and analysis tools are the market leading solution for such diagnostics. Detailed descriptions of the operation of power and energy meters and the wide variety of products provided by MKS Ophir are given in Radiometric Measurement. Furthermore, Laser Beam Spatial Profiles discusses the key attributes of beam profiling tools as well as specific systems offered by MKS Ophir.
In order to laser micromachine shapes and features on a workpiece, precision motion of either the laser beam and/or the sample are required. Galvanometers or galvo scanners, in combination with a large area focusing lens, called an f-theta lens, are commonly used to move the laser beam in a programmed pattern. Due to the very light weight of the galvo mirrors, these devices can precisely scan the beam relative to the workpiece at rapid speeds (several m/s) in arbitrary shapes, including around tight corners. However, galvo scanners are limited in their field-of-view (FOV, the area over which the beam can be scanned) to a few hundred mm. In addition, the focal spot size is limited to tens of .m. Furthermore, since the FOV and focal spot size limitations are inversely correlated, a tighter focal spot size results in a smaller FOV. Movement of the workpiece itself using precision motion stages can help circumvent some of these issues. This approach allows one to use a fixed focusing objective to achieve tight focal spot sizes down to several µm without making sacrifices in the area to be fabricated. However, due to the inertia associated with the larger mass of the stage, this approach has some limitations on acceleration both for linear travel and around corners. MKS Newport motion solutions provide optimized performance for precision micromachining. A high-performance example is the Newport DynamYX air-bearing stage, that can achieve tens of nanometers precision with up to 5G's of acceleration and can reach speeds over 2 m/s. A third approach to expand laser machining capabilities is to combine galvo scanners with motion stages using a step-and-scan approach. In this manner, motion stages provide the step-wise motion necessary to stitch together separate galvo FOVs to create a larger effective FOV than what can be achieved by the galvo itself.
Finally, cost is a key criterion for micromachining. The cost differential between laser processing and mechanical processing for each manufactured part may ultimately be the most important figure. This metric includes amortization of the upfront laser and system cost, cost of operation, lost productivity from downtime, and process yield. Thus, in addition to the upfront cost, laser system reliability is of critical importance, as are serviceability and cost of service. Process yield losses also directly contribute to the operating cost associated with the system. These costs can be minimized if the system has high process stability over time and if the system provides consistent reliable performance.
Laser Micromachining Products







For additional insights into photonics topics like this, download our free MKS Instruments Handbook: Principles & Applications in Photonics Technologies
Request a Handbook