Non-Contact Laser Beam Measurement
Automated laser welding is popular within the manufacturing industry and there are new applications being developed constantly. One of the top goals for improving system performance is to ensure real-time optimization as the resulting welded joint can only be proofed by destructive material sampling or time- and cost-intensive ultrasound examination. If weak spots are detected in the welds, the bad parts need to be rejected. This is disadvantageous because all production costs to make the part have already been incurred. Ensuring a consistently high-quality weld in a proactive manner is preferred and reduces overall costs. The ability to measure the laser beam in a non-contact manner offers key advantages. A non-contact method developed by MKS Ophir is based on Rayleigh scattering. Rayleigh scattering is the scattering of light by particles that are smaller than the radiation's wavelength, e.g. by oxygen or nitrogen molecules in the air. The electric field of the laser radiation induces an oscillation in the molecule at the laser's wavelength or frequency leading to elastic scattering at that same frequency. The scattered light induced by a laser beam therefore provides a measurement of the intensity of the beam. This non-contact measurement is implemented in a compact device known as the BeamWatch¨ system, shown in Figure 1. MKS Ophir also offers the BeamWatch Integrated measurement system, which is specifically designed for use in automated manufacturing in the automotive industry.

Figure 1. Illustration of a laser beam passing through the Ophir BeamWatch measurement system without contact (left). BeamWatch Integrated system designed exclusively for automated production lines (right).
The BeamWatch Integrated system images the scattered laser light from the side using a telecentric lens assembly and a CCD or CMOS camera, as shown in Figure 2. The imager detects the scattered light which provides a measurement of the intensity of the beam profile. Furthermore, since each row of the imager can detect an intensity profile, the propagation of the beam along its focusing direction can also be measured (see Figure 2). These measurements, in conjunction with accurate integrated software, allow for the calculation of the beam profile and beam-quality parameters. The latter includes ISO 13694 and ISO 11146 standards, including focus diameter, focus position, divergence, ellipticity, M2, Beam Propagation Factor (K), and BPP (see Laser Beam Spatial Profiles for details). However, due to the very weak scattered radiation, it is necessary to minimize and control for any secondary light source that could distort or add artifacts to the Rayleigh light. This is achieved through optimal placement of the individual components and light-absorbing materials in the measurement chamber. An air purge system ensures that no foreign particles (such as dust) affect the measurement.
Figure 2. Ophir BeamWatch Integrated performs a non-contact measurement of the Rayleigh scattering of the beam (red circle and line) using a CCD camera with a telecentric lens assembly.
The BeamWatch and BeamWatch Integrated systems are capable of measuring beam and beam quality parameters at video rates. This permits identification of beam misalignments in real time, allowing the user to make any necessary adjustments. Furthermore, long-term drift in these critical beam parameters can be identified that would normally lead to non-optimal results. An example of this is illustrated in Figure 3 where the impact of a beam focal shift is shown. As the focal point shifts, the power density in the processing plane reduces. Since the power density depends inversely on the beam area, a doubling of the beam radius results in a four-fold reduction on the power density. Furthermore, the BeamWatch systems also possess an integrated power meter allowing for absolute measurements of the power density.
Figure 3. Diagram depicting how a focus shift influences power density (left). Illustration indicating that doubling the focus beam diameter delivers a four-fold reduction in power density (right).
The non-contact measurements provided by the BeamWatch systems can be displayed in a variety of ways (see Figure 4). Users can choose simple pass/fail displays or can pre-configure up to ten different measurement tasks, which enables flexible use with different welding stations. All the measured and calculated information can be transferred to a central platform using integrated industrial interfaces such as PROFINET¨. In summary, the non-contact measurement of high-power lasers in automated production, as provided by the BeamWatch systems, has many advantages. Laser parameters can be measured rapidly and reliably, leading to a reduced number of defective parts. The documentation and storage of measurement protocols allows manufacturers to clearly identify causes of any deviation in part tolerances. Finally, maintenance costs are significantly reduced since non-contact measurements induce no wear.
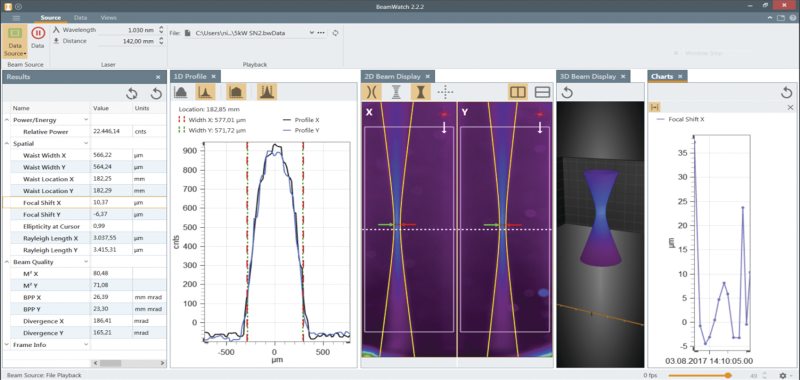
Figure 4. BeamWatch Integrated provides a full range of measurement results.
For additional insights into photonics topics like this, download our free MKS Instruments Handbook: Principles & Applications in Photonics Technologies
Request a Handbook